Tìm hiểu kỹ thuật hàn que inox chuẩn xác, cách chọn que hàn phù hợp, ứng dụng thực tiễn và lưu ý an toàn cho thợ cơ khí chuyên nghiệp và người mới học.
Hàn que inox là một kỹ thuật gia công inox quan trọng, đóng vai trò then chốt trong nhiều ngành công nghiệp, từ xây dựng, chế tạo máy móc đến sản xuất thiết bị y tế và thực phẩm. Tuy nhiên, có một số vấn đề thường gặp như: mối hàn không đạt chất lượng, dễ bị nứt, rỗ khí, hoặc không đảm bảo độ bền theo yêu cầu. Nguyên nhân có thể xuất phát từ việc thiếu kinh nghiệm thực tế, chưa nắm vững các kỹ thuật cơ bản, hoặc không hiểu rõ về đặc tính của vật liệu inox. Vì vậy, trong bài viết này, chúng tôi sẽ cung cấp những kiến thức nền tảng về phương pháp hàn, cách lựa chọn vật liệu, thiết bị, kỹ thuật hàn que để các bạn có các mối hàn chất lượng, đáp ứng yêu cầu kỹ thuật.
1. Tổng quan về hàn que inox
Hàn que inox là nguồn cung cấp kim loại điền đầy
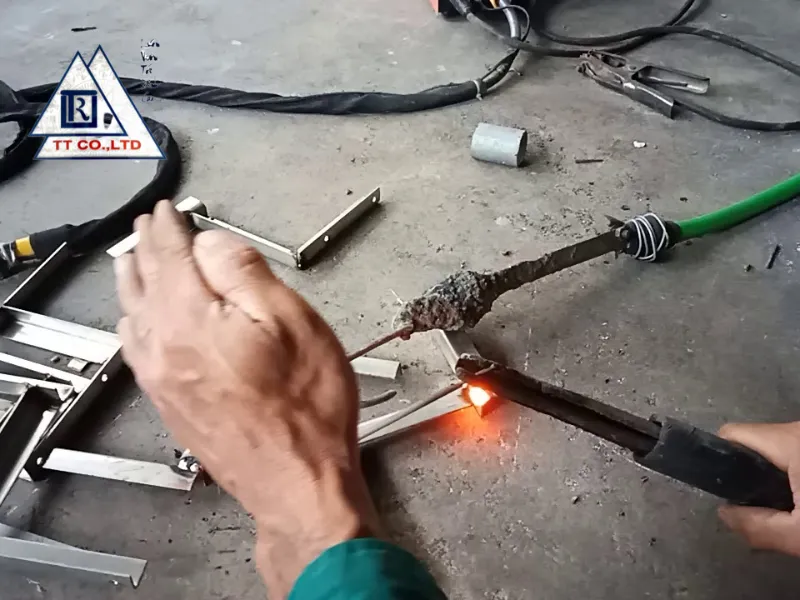
Hàn que inox (Shielded Metal Arc Welding - SMAW) là một quy trình hàn hồ quang điện, trong đó nhiệt để hàn được tạo ra từ hồ quang giữa một que hàn có thuốc bọc (electrode) và vật liệu inox cần hàn. Que hàn vừa là nguồn cung cấp kim loại điền đầy, vừa tạo ra lớp khí bảo vệ mối hàn khỏi sự xâm nhập của oxy và nitơ từ không khí. Lớp thuốc bọc này khi cháy sẽ tạo ra xỉ, phủ lên bề mặt mối hàn, giúp bảo vệ và làm chậm quá trình nguội của mối hàn.
So với các phương pháp hàn inox khác như hàn TIG (GTAW) và hàn MIG (GMAW), hàn que inox có những ưu điểm và nhược điểm riêng:
-
Ưu điểm:
- Tính linh hoạt cao: Hàn que inox có thể thực hiện ở nhiều vị trí khác nhau (ngang, dọc, trên cao) và trong điều kiện môi trường khác nhau (trong nhà, ngoài trời).
- Thiết bị đơn giản, dễ vận hành: Máy hàn que có cấu tạo đơn giản, dễ sử dụng và bảo trì.
- Chi phí đầu tư thấp: So với các phương pháp hàn khác, chi phí mua máy hàn que và các vật tư liên quan thường thấp hơn.
- Phù hợp với nhiều loại inox: Có thể hàn được nhiều loại inox khác nhau bằng cách lựa chọn que hàn phù hợp.
-
Nhược điểm:
- Tốc độ hàn chậm: So với hàn MIG, tốc độ hàn que inox thường chậm hơn.
- Yêu cầu kỹ năng cao: Để tạo ra mối hàn chất lượng, thợ hàn cần có kỹ năng và kinh nghiệm nhất định.
- Tạo ra nhiều xỉ: Lớp xỉ trên bề mặt mối hàn cần được loại bỏ sau khi hàn, làm tăng thời gian hoàn thiện sản phẩm.
- Khó hàn inox mỏng: Do nhiệt lượng lớn, hàn que inox có thể gây biến dạng hoặc cháy thủng đối với inox mỏng.
Hàn que inox được ứng dụng rộng rãi trong nhiều lĩnh vực khác nhau, bao gồm:
- Xây dựng: Hàn kết cấu inox cho các công trình xây dựng, cầu đường, lan can, cầu thang.
- Chế tạo máy móc: Hàn các bộ phận máy móc, thiết bị công nghiệp, bồn chứa, đường ống dẫn.
- Sản xuất thiết bị y tế: Hàn các dụng cụ y tế, thiết bị phòng thí nghiệm, bàn ghế inox.
- Công nghiệp thực phẩm: Hàn các thiết bị chế biến thực phẩm, bồn chứa, đường ống dẫn trong nhà máy thực phẩm.
- Trang trí nội ngoại thất: Hàn các sản phẩm trang trí inox, đồ gia dụng, cổng, hàng rào.
2. Chuẩn bị trước khi hàn
Cần chuẩn bị đầy đủ vật liệu trước khi tiến hành hàn que inox
Trước khi tiến hành hàn, mọi người cần chuẩn bị các dụng cụ sau:
Vật liệu:
-
Trên thị trường hiện nay có rất nhiều loại inox khác nhau, nhưng phổ biến nhất là các loại thuộc dòng 300 và 400. Dưới đây là một số loại inox thường được sử dụng trong gia công và đặc tính của chúng:
- Inox 304: Đây là loại inox phổ biến nhất, chứa khoảng 18% Cr và 8% Ni. Inox 304 có khả năng chống ăn mòn tốt, dễ hàn và gia công, được sử dụng rộng rãi trong sản xuất thiết bị gia dụng, thực phẩm, y tế,...
- Inox 316: Chứa khoảng 16% Cr, 10% Ni và 2% Mo. Mo tăng cường khả năng chống ăn mòn, đặc biệt trong môi trường Clorua (muối). Inox 316 thường được sử dụng trong các ứng dụng hàng hải, hóa chất, và y tế.
- Inox 201: Chứa ít Ni hơn so với inox 304 và thay thế bằng Mn và N. Inox 201 có giá thành rẻ hơn, nhưng khả năng chống ăn mòn kém hơn.
- Inox 430: Là loại inox ferritic, chứa khoảng 16-18% Cr và không chứa Ni. Inox 430 có khả năng chống ăn mòn khá, nhưng độ dẻo kém hơn so với các loại inox austenitic (dòng 300).
-
Cách chọn loại inox phù hợp với ứng dụng cụ thể: Việc lựa chọn loại inox phù hợp phụ thuộc vào nhiều yếu tố, bao gồm
- Môi trường làm việc: Nếu sản phẩm phải tiếp xúc với môi trường ăn mòn (muối, hóa chất), nên chọn inox 316 hoặc các loại inox có khả năng chống ăn mòn cao hơn.
- Yêu cầu về độ bền: Nếu sản phẩm yêu cầu độ bền cao, nên chọn các loại inox có độ bền kéo và độ bền chảy cao.
- Yêu cầu về khả năng gia công: Nếu sản phẩm cần được uốn, dập, hoặc kéo, nên chọn các loại inox có độ dẻo cao.
- Chi phí: Inox 201 và inox 430 có giá thành rẻ hơn so với inox 304 và inox 316, nhưng cần cân nhắc đến các yếu tố khác để đảm bảo sản phẩm đáp ứng yêu cầu kỹ thuật.
-
Yêu cầu về làm sạch bề mặt vật liệu trước khi hàn:
- Bề mặt vật liệu cần được làm sạch kỹ lưỡng trước khi hàn để loại bỏ dầu mỡ, rỉ sét, bụi bẩn và các tạp chất khác. Các tạp chất này có thể gây ra các khuyết tật trong mối hàn, làm giảm độ bền và khả năng chống ăn mòn của mối hàn. Có thể sử dụng các phương pháp sau để làm sạch bề mặt inox:
- Sử dụng dung môi: Axeton, xăng, hoặc các dung môi chuyên dụng để loại bỏ dầu mỡ.
- Sử dụng bàn chải thép: Loại bỏ rỉ sét và các tạp chất bám dính trên bề mặt.
- Sử dụng máy mài: Mài nhẹ bề mặt để loại bỏ lớp oxit và tạo độ nhám cho mối hàn.
- Sử dụng phương pháp hóa học: Tẩy rỉ sét bằng dung dịch axit hoặc các chất tẩy rửa chuyên dụng.
Thiết bị và dụng cụ:
-
Máy hàn que: Máy hàn que có hai loại chính: máy hàn xoay chiều (AC) và máy hàn một chiều (DC).
- Máy hàn AC: Có giá thành rẻ, dễ sử dụng, nhưng hồ quang không ổn định bằng máy hàn DC. Thường được sử dụng cho các công việc hàn thông thường.
- Máy hàn DC: Hồ quang ổn định hơn, dễ kiểm soát hơn, cho mối hàn đẹp và chất lượng hơn. Thường được sử dụng cho các công việc hàn đòi hỏi kỹ thuật cao, hàn inox, hàn thép hợp kim.
- Khi chọn máy hàn que, cần lưu ý đến các yếu tố: Công suất, dòng hàn, điện áp, tính năng,...
-
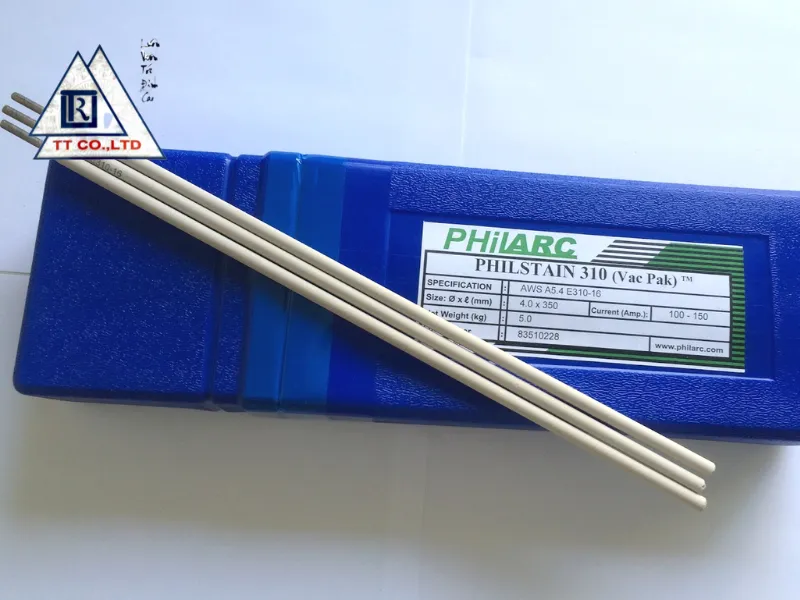
Que hàn inox: Một số loại que hàn inox phổ biến bao gồm
- E308L: Chứa khoảng 19-21% Cr và 9-11% Ni, hàm lượng carbon thấp (L - Low carbon) giúp giảm thiểu sự hình thành cacbua crom, tăng khả năng chống ăn mòn giữa các hạt. Thường được sử dụng để hàn inox 304, 304L.
- E309L: Chứa khoảng 22-25% Cr và 12-14% Ni, thích hợp để hàn các loại inox khác nhau (ví dụ: inox 304 với thép carbon) hoặc hàn lớp lót trước khi hàn các loại inox chịu nhiệt.
- E316L: Chứa khoảng 18-20% Cr, 11-14% Ni và 2-3% Mo, có khả năng chống ăn mòn cao trong môi trường Clorua. Thường được sử dụng để hàn inox 316, 316L.
-
Cách chọn que hàn phù hợp với loại inox và ứng dụng cụ thể:
- Chọn que hàn có thành phần hóa học tương đương với vật liệu cơ bản: Ví dụ, nếu bạn hàn inox 304, nên chọn que hàn E308L hoặc các loại que hàn có thành phần tương tự.
- Xem xét môi trường làm việc: Nếu mối hàn phải làm việc trong môi trường ăn mòn, nên chọn que hàn có khả năng chống ăn mòn cao, ví dụ như E316L.
- Chú ý đến kích thước que hàn: Chọn kích thước que hàn phù hợp với độ dày của vật liệu cần hàn. Que hàn quá lớn có thể gây khó khăn trong việc kiểm soát nhiệt độ và tạo ra mối hàn không đều.
- Đọc kỹ hướng dẫn sử dụng của nhà sản xuất: Mỗi loại que hàn có những đặc tính và yêu cầu kỹ thuật riêng. Hãy đọc kỹ hướng dẫn sử dụng để đảm bảo hàn đúng cách
-
Cách bảo vệ que hàn:
- Bảo quản trong môi trường khô ráo: Tránh để que hàn tiếp xúc với nước, hơi ẩm, hoặc các chất lỏng khác.
- Bảo quản trong hộp kín: Sử dụng hộp đựng que hàn chuyên dụng hoặc túi nilon kín để bảo vệ que hàn khỏi bụi bẩn và oxy hóa.
- Kiểm tra định kỳ: Kiểm tra que hàn thường xuyên để phát hiện các dấu hiệu bị ẩm ướt, rỉ sét, hoặc hư hỏng. Loại bỏ các que hàn bị hỏng để tránh ảnh hưởng đến chất lượng mối hàn.
Dụng cụ bảo hộ: Hàn que inox là một công việc nguy hiểm và có thể gây ra nhiều tai nạn nếu không tuân thủ các biện pháp an toàn. Việc sử dụng đầy đủ dụng cụ bảo hộ không chỉ là yêu cầu bắt buộc mà còn là trách nhiệm của mỗi thợ hàn đối với sự an toàn của bản thân và những người xung quanh. Hãy luôn nhớ rằng, một tai nạn nhỏ cũng có thể gây ra những hậu quả nghiêm trọng. Một số dụng cụ bảo hộ cần phải có như:
-
Mặt nạ hàn: Bảo vệ mắt và da mặt khỏi tia lửa, tia cực tím và bức xạ hồng ngoại phát ra từ hồ quang hàn. Chọn mặt nạ có kính lọc phù hợp với dòng hàn sử dụng.
-
Găng tay hàn: Bảo vệ tay khỏi tia lửa, nhiệt độ cao và các vật liệu nóng. Chọn găng tay làm từ da hoặc vật liệu chịu nhiệt tốt.
-
Quần áo bảo hộ: Bảo vệ cơ thể khỏi tia lửa, nhiệt độ cao và các vật liệu nóng. Chọn quần áo làm từ vật liệu chống cháy hoặc chịu nhiệt tốt.
Chuẩn bị vị trí hàn:
-
Đảm bảo thông thoáng, tránh gió lùa: Vị trí hàn cần được đảm bảo thông thoáng để tránh hít phải khói hàn độc hại. Đồng thời, cần tránh gió lùa vì gió có thể làm mất lớp khí bảo vệ mối hàn, gây ra các khuyết tật.
-
Chuẩn bị bàn hàn, kẹp mát: Bàn hàn cần được làm từ vật liệu chịu nhiệt, không cháy, và có kích thước phù hợp để đặt vật liệu cần hàn. Kẹp mát cần được kết nối chắc chắn với vật liệu hàn để đảm bảo dòng điện lưu thông tốt.
3. Kỹ thuật hàn que inox cơ bản
Góc độ để que hàn không đúng, có thể làm lệch mối nối
Để sử dụng que hàn inox đúng kỹ thuật, mọi người cần lưu ý thực hiện các theo quy trình sau:
Thiết lập thông số hàn
-
Dòng điện hàn:
- Dòng điện hàn là yếu tố quan trọng nhất ảnh hưởng đến độ ngấu, hình dạng và chất lượng của mối hàn. Điều chỉnh dòng điện phù hợp với loại que hàn, độ dày vật liệu và vị trí hàn là rất quan trọng.
- Cách điều chỉnh dòng điện phù hợp với loại que hàn và độ dày vật liệu: Dòng điện hàn thường được điều chỉnh dựa trên đường kính của que hàn. Một quy tắc chung là 1 ampe cho mỗi 0.025mm đường kính que hàn. Tuy nhiên, bạn cũng cần điều chỉnh dòng điện dựa trên độ dày của vật liệu. Vật liệu càng dày, dòng điện cần càng lớn. Ví dụ:
-
Hàn inox 304 dày 2mm bằng que hàn E308L đường kính 2.5mm: Dòng điện hàn nên nằm trong khoảng 80-100A.
- Hàn inox 304 dày 4mm bằng que hàn E308L đường kính 3.2mm: Dòng điện hàn nên nằm trong khoảng 110-130A.
-
Điện áp hàn:
- Điện áp hồ quang là điện áp giữa que hàn và vật liệu hàn trong quá trình hàn. Điện áp hồ quang ảnh hưởng đến hình dạng và độ ổn định của hồ quang.
- Giải thích về điện áp hồ quang và ảnh hưởng của nó đến chất lượng mối hàn: Điện áp hồ quang quá thấp có thể làm cho hồ quang không ổn định và khó duy trì. Điện áp hồ quang quá cao có thể làm cho hồ quang lan rộng và khó kiểm soát. Điện áp hồ quang thường được điều chỉnh tự động bởi máy hàn, nhưng bạn cũng có thể điều chỉnh nó bằng cách thay đổi khoảng cách giữa que hàn và vật liệu hàn.
Kỹ thuật gây hồ quang:
-
Phương pháp chạm que hàn: Chạm nhẹ đầu que hàn vào vật liệu hàn rồi nhấc lên ngay lập tức để tạo ra hồ quang. Phương pháp này đơn giản và dễ thực hiện, nhưng có thể làm cho que hàn bị dính vào vật liệu nếu không quen.
-
Phương pháp quẹt que hàn: Quẹt nhẹ đầu que hàn lên bề mặt vật liệu như quẹt diêm để tạo ra hồ quang. Phương pháp này ít làm cho que hàn bị dính hơn, nhưng đòi hỏi kỹ năng cao hơn.
Kỹ thuật di chuyển que hàn:
- Di chuyển thẳng: Di chuyển que hàn theo đường thẳng dọc theo mối hàn. Kỹ thuật này thường được sử dụng cho các mối hàn bằng phẳng.
- Di chuyển hình zig-zag: Di chuyển que hàn theo hình zig-zag ngang qua mối hàn. Kỹ thuật này giúp phân phối nhiệt đều hơn và tạo ra mối hàn rộng hơn.
- Di chuyển hình tròn: Di chuyển que hàn theo hình tròn nhỏ trên mối hàn. Kỹ thuật này thường được sử dụng cho các mối hàn góc hoặc hàn đắp.
- Lựa chọn kỹ thuật di chuyển phù hợp với từng vị trí hàn và loại mối hàn: Việc lựa chọn kỹ thuật di chuyển que hàn phù hợp phụ thuộc vào nhiều yếu tố, bao gồm vị trí hàn, loại mối hàn, độ dày vật liệu và kinh nghiệm của thợ hàn. Hãy thử nghiệm các kỹ thuật khác nhau để tìm ra phương pháp phù hợp nhất với bạn.
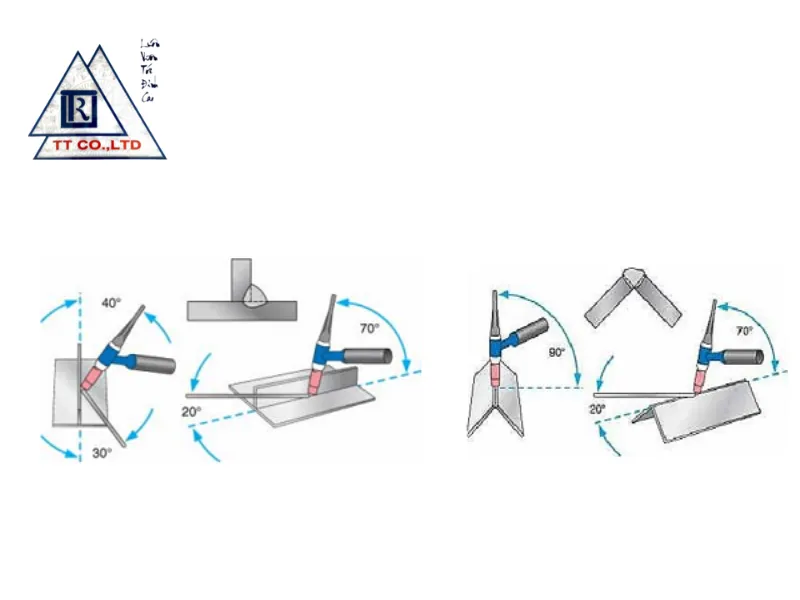
Góc độ que hàn:
- Ảnh hưởng của góc độ que hàn đến độ ngấu và hình dạng mối hàn: Góc độ que hàn ảnh hưởng đến độ ngấu, hình dạng và chất lượng của mối hàn. Góc độ que hàn không đúng có thể làm cho mối hàn bị lệch, không đều hoặc không đủ ngấu.
- Góc độ que hàn phù hợp cho từng vị trí hàn:
- Hàn bằng: Góc độ que hàn nên nằm trong khoảng 70-80 độ so với bề mặt vật liệu.
- Hàn ngang: Góc độ que hàn nên nằm trong khoảng 45-60 độ so với phương ngang.
- Hàn đứng: Góc độ que hàn nên nằm trong khoảng 45-60 độ so với phương thẳng đứng.
Tốc độ hàn:
- Ảnh hưởng của tốc độ hàn đến độ ngấu và chất lượng mối hàn: Tốc độ hàn quá nhanh có thể làm cho mối hàn không đủ ngấu và dễ bị rỗ khí. Tốc độ hàn quá chậm có thể làm cho vật liệu bị quá nhiệt và biến dạng.
- Điều chỉnh tốc độ hàn phù hợp để tạo ra mối hàn đều và đẹp: Tốc độ hàn phù hợp phụ thuộc vào nhiều yếu tố, bao gồm dòng điện hàn, loại que hàn, độ dày vật liệu và vị trí hàn. Hãy điều chỉnh tốc độ hàn sao cho mối hàn đều, đẹp và có độ ngấu phù hợp.
4. Các lỗi thường gặp khi hàn que inox và cách khắc phục
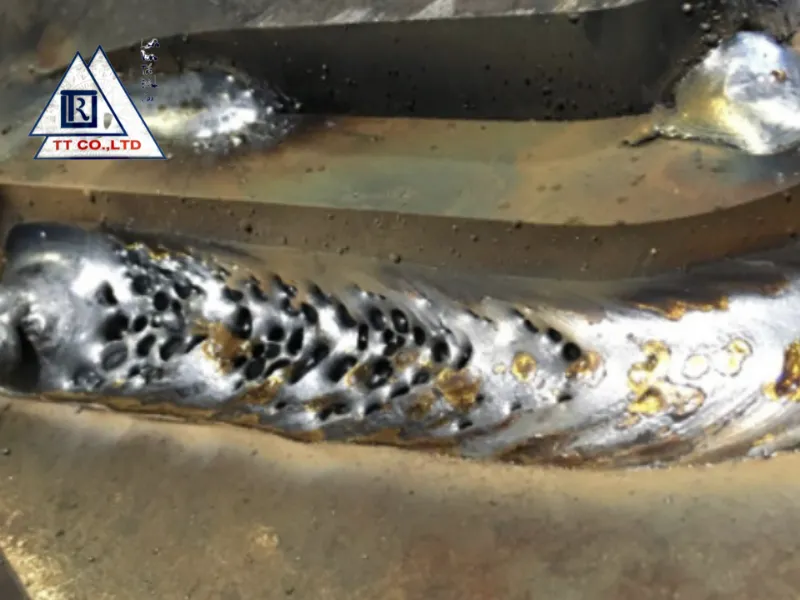
Hình ảnh minh họa lỗi rỗ khí
Dưới đây là một số lỗi thường gặp khi hàn que inox và cách khắc phục tương ứng đối với từng lỗi:
Lỗi ngậm xỉ
-
Nguyên nhân:
- Dòng điện hàn quá thấp: Không đủ nhiệt để làm nóng chảy hoàn toàn xỉ hàn.
- Tốc độ hàn quá nhanh: Xỉ hàn không kịp nổi lên trên bề mặt mối hàn.
- Góc độ que hàn không đúng: Xỉ hàn bị đẩy ngược vào trong mối hàn.
- Bề mặt vật liệu không sạch: Các tạp chất trên bề mặt vật liệu cản trở quá trình nổi xỉ.
-
Để phòng tránh lỗi ngậm xỉ, bạn có thể áp dụng các biện pháp sau:
- Điều chỉnh dòng điện hàn phù hợp với loại que hàn và độ dày vật liệu.
- Giảm tốc độ hàn để xỉ hàn có đủ thời gian nổi lên.
- Điều chỉnh góc độ que hàn sao cho xỉ hàn không bị đẩy ngược vào trong mối hàn.
- Làm sạch kỹ bề mặt vật liệu trước khi hàn.
-
Cách loại bỏ xỉ hàn đúng cách:
- Búa gõ xỉ: Gõ nhẹ lên bề mặt mối hàn để làm bong lớp xỉ.
- Bàn chải thép: Chải sạch các mảnh xỉ còn sót lại trên bề mặt mối hàn.
- Máy mài: Mài nhẹ bề mặt mối hàn để loại bỏ hoàn toàn xỉ và tạo độ nhẵn bóng.
Lỗi rỗ khí
-
Nguyên nhân:
- Khí bảo vệ không đủ: Không đủ khí bảo vệ để ngăn chặn sự xâm nhập của oxy và nitơ từ không khí vào mối hàn.
- Que hàn bị ẩm: Hơi nước từ que hàn bị phân hủy tạo ra khí hydro, gây ra rỗ khí.
- Bề mặt vật liệu không sạch: Các tạp chất trên bề mặt vật liệu tạo ra khí khi bị nung nóng.
- Dòng điện hàn quá thấp: Không đủ nhiệt để làm nóng chảy hoàn toàn kim loại hàn, tạo điều kiện cho khí bị mắc kẹt.
-
Để phòng tránh lỗi rỗ khí, bạn có thể áp dụng các biện pháp sau:
- Đảm bảo đủ khí bảo vệ trong quá trình hàn.
- Sử dụng que hàn chất lượng và bảo quản đúng cách (tránh ẩm ướt).
- Đảm bảo bề mặt vật liệu sạch sẽ trước khi hàn.
- Điều chỉnh dòng điện hàn phù hợp.
Lỗi cháy cạnh
-
Nguyên nhân và cách phòng tránh:
- Dòng điện hàn quá cao: Nhiệt lượng quá lớn làm nóng chảy quá mức kim loại cơ bản.
- Tốc độ hàn quá chậm: Thời gian tác dụng nhiệt quá lâu làm cho kim loại cơ bản bị quá nhiệt.
- Kỹ thuật hàn không đúng: Di chuyển que hàn quá chậm hoặc dừng lại quá lâu ở một vị trí.
-
Để phòng tránh lỗi cháy cạnh, bạn có thể áp dụng các biện pháp sau:
- Điều chỉnh dòng điện hàn phù hợp.
- Tăng tốc độ hàn để giảm thời gian tác dụng nhiệt.
- Cải thiện kỹ thuật hàn, di chuyển que hàn đều và liên tục.
Lỗi mối hàn bị nứt
-
Nguyên nhân:
- Ứng suất dư quá lớn: Do quá trình co ngót của kim loại hàn sau khi nguội.
- Vật liệu hàn và vật liệu cơ bản không tương thích: Sự khác biệt về thành phần hóa học và cơ tính giữa hai loại vật liệu có thể gây ra nứt.
- Nhiệt độ giữa các đường hàn không được kiểm soát: Sự thay đổi nhiệt độ đột ngột có thể tạo ra ứng suất dư lớn.
- Sử dụng que hàn không phù hợp: Que hàn không có đủ độ dẻo để bù đắp cho ứng suất dư.
-
Để phòng tránh lỗi mối hàn bị nứt, bạn có thể áp dụng các biện pháp sau:
- Sử dụng quy trình hàn phù hợp để giảm ứng suất dư.
- Chọn vật liệu hàn và vật liệu cơ bản tương thích.
- Kiểm soát nhiệt độ giữa các đường hàn, tránh để nhiệt độ thay đổi quá đột ngột.
- Sử dụng que hàn có độ dẻo cao.
5. An toàn khi hàn que inox

Cần mang đầy đủ đồ bảo hộ trước khi sử dụng hàn que inox
Hàn que inox là một công việc tiềm ẩn nhiều nguy cơ nếu không tuân thủ các biện pháp an toàn. Để đảm bảo an toàn cho bản thân và những người xung quanh, hãy luôn ghi nhớ và thực hiện đầy đủ các biện pháp phòng ngừa sau:
Nguy cơ cháy nổ:
-
Không hàn gần các vật liệu dễ cháy:
- Di chuyển tất cả các vật liệu dễ cháy (như giấy, vải, gỗ, xăng dầu...) ra khỏi khu vực hàn.
- Nếu không thể di chuyển, hãy che chắn chúng bằng vật liệu chống cháy (như tấm amiang, tấm kim loại...).
-
Đảm bảo khu vực hàn thông thoáng:
- Khu vực hàn cần được thông thoáng để tránh tích tụ khí gas hoặc hơi dễ cháy.
- Không hàn trong không gian kín hoặc thiếu không khí.
- Trang bị bình chữa cháy và các thiết bị phòng cháy chữa cháy khác trong khu vực hàn.
Nguy cơ điện giật:
-
Kiểm tra kỹ dây điện và các thiết bị điện trước khi sử dụng:
- Đảm bảo dây điện không bị hở, đứt hoặc trầy xước.
- Kiểm tra các mối nối điện để đảm bảo chúng được siết chặt và cách điện tốt.
- Không sử dụng các thiết bị điện bị hư hỏng.
-
Sử dụng găng tay và giày cách điện:
- Găng tay và giày cách điện giúp ngăn ngừa dòng điện truyền qua cơ thể trong trường hợp có sự cố điện.
- Chọn găng tay và giày có chất lượng tốt, đảm bảo khả năng cách điện.
- Kiểm tra găng tay và giày thường xuyên để phát hiện các hư hỏng.
Nguy cơ bỏng:
-
Sử dụng quần áo bảo hộ, găng tay và mặt nạ hàn:
- Quần áo bảo hộ giúp bảo vệ da khỏi tia lửa, bức xạ nhiệt và kim loại nóng chảy.
- Găng tay giúp bảo vệ tay khỏi nhiệt độ cao và tia lửa.
- Mặt nạ hàn giúp bảo vệ mắt và mặt khỏi tia cực tím, tia hồng ngoại và các hạt kim loại bắn ra.
-
Không chạm vào vật liệu vừa hàn xong:
- Vật liệu vừa hàn xong có nhiệt độ rất cao, có thể gây bỏng nặng nếu chạm vào.
- Sử dụng kẹp hoặc dụng cụ gắp để di chuyển vật liệu nóng.
- Để vật liệu nguội hoàn toàn trước khi chạm vào.
Nguy cơ hít phải khói hàn:
-
Đảm bảo khu vực hàn thông thoáng:
- Khói hàn chứa nhiều chất độc hại, có thể gây ra các bệnh về đường hô hấp và ung thư.
- Hàn ở nơi có hệ thống thông gió tốt hoặc sử dụng quạt hút khói.
-
Sử dụng mặt nạ phòng độc nếu cần thiết:
- Trong môi trường hàn kín hoặc không thông thoáng, nên sử dụng mặt nạ phòng độc để bảo vệ đường hô hấp.
- Chọn mặt nạ phòng độc phù hợp với loại khói hàn và nồng độ chất độc hại.
- Thay bộ lọc của mặt nạ phòng độc thường xuyên.
Nguy cơ tổn thương mắt: Để tránh tổn thương mắt, cần luôn đeo mặt nạ hàn khi hàn:
- Tia cực tím và tia hồng ngoại phát ra từ hồ quang hàn có thể gây tổn thương nghiêm trọng cho mắt, thậm chí gây mù lòa.
- Mặt nạ hàn có tác dụng lọc các tia có hại và bảo vệ mắt khỏi các hạt kim loại bắn ra.
- Chọn mặt nạ hàn có kính lọc phù hợp với dòng điện hàn.
- Kiểm tra mặt nạ hàn thường xuyên để đảm bảo kính lọc không bị trầy xước hoặc hư hỏng.
6. Đơn vị gia công inox theo yêu cầu uy tín, chất lượng

Đơn vị gia công Inox uy tín hàng đầu - Inox Trọng Tín
Bạn đang tìm kiếm một đơn vị gia công inox uy tín, chất lượng để hiện thực hóa các ý tưởng thiết kế của mình? Hãy đến với Inox Trọng Tín – đối tác tin cậy của bạn trong lĩnh vực gia công inox theo yêu cầu.
Inox Trọng Tín là đơn vị chuyên gia công các sản phẩm inox theo yêu cầu, với nhiều năm kinh nghiệm trong ngành. Chúng tôi sở hữu đội ngũ kỹ thuật viên lành nghề, trang thiết bị hiện đại và quy trình kiểm soát chất lượng nghiêm ngặt, cam kết mang đến cho khách hàng những sản phẩm inox chất lượng cao, đáp ứng mọi yêu cầu khắt khe nhất. Vì sao nên chọn Inox Trọng Tín?
-
Sản phẩm chất lượng, bền đẹp: Inox Trọng Tín sử dụng các loại inox cao cấp, có nguồn gốc rõ ràng, đảm bảo độ bền, khả năng chống ăn mòn và tính thẩm mỹ cho sản phẩm. Chúng tôi áp dụng các kỹ thuật gia công tiên tiến, đảm bảo độ chính xác và sắc nét trong từng chi tiết. Sản phẩm inox của Inox Trọng Tín không chỉ đáp ứng nhu cầu sử dụng mà còn mang đến vẻ đẹp sang trọng và hiện đại cho không gian của bạn.
-
Dịch vụ chuyên nghiệp: Inox Trọng Tín cung cấp dịch vụ gia công inox toàn diện, từ tư vấn thiết kế, lựa chọn vật liệu, gia công sản xuất đến lắp đặt và bảo trì. Chúng tôi luôn lắng nghe và thấu hiểu yêu cầu của khách hàng, đưa ra các giải pháp tối ưu và phù hợp nhất. Đội ngũ nhân viên nhiệt tình, chu đáo của Inox Trọng Tín sẽ hỗ trợ bạn trong suốt quá trình thực hiện dự án.
-
Tiết kiệm chi phí dài hạn: Sản phẩm inox chất lượng cao của Inox Trọng Tín có độ bền vượt trội, khả năng chống ăn mòn tốt, giúp bạn tiết kiệm chi phí bảo trì, sửa chữa và thay thế trong quá trình sử dụng. Đầu tư vào sản phẩm inox của Inox Trọng Tín là một giải pháp kinh tế hiệu quả trong dài hạn.
-
An tâm sử dụng: Inox Trọng Tín cam kết bảo hành sản phẩm và hỗ trợ kỹ thuật tận tình, giúp bạn an tâm sử dụng sản phẩm inox của chúng tôi. Chúng tôi luôn đặt lợi ích của khách hàng lên hàng đầu và không ngừng nỗ lực để mang đến những sản phẩm và dịch vụ tốt nhất.
Xem thêm: Một Số Phương Pháp Hàn Inox Tại Nhà Đơn Giản, Hiệu Quả
Trên đây là những kiến thức cơ bản về hàn que inox, từ chuẩn bị, kỹ thuật hàn, các lỗi thường gặp và cách khắc phục, đến các biện pháp an toàn cần tuân thủ. Hàn que inox không phải là một công việc quá khó khăn, nhưng đòi hỏi sự tỉ mỉ, cẩn thận và nắm vững các kỹ thuật cơ bản. Một điều vô cùng quan trọng là luôn tuân thủ các biện pháp an toàn khi hàn. Đảm bảo khu vực hàn thông thoáng, sử dụng đầy đủ dụng cụ bảo hộ và kiểm tra kỹ các thiết bị điện trước khi sử dụng. Nếu bạn đang có nhu cầu gia công inox theo yêu cầu, hãy liên hệ với Inox Trọng Tín để được tư vấn và báo giá ưu đãi nhất.
ĐỊA CHỈ LIÊN HỆ
Trụ sở chính : 104, Hàn Thuyên, Phường Ba Đình, Thành phố Thanh Hóa.
Khu công nghiệp : Lô A3-2, Khu công nghiệp Tây Bắc Ga, TP. Thanh Hóa.
Hotline : 0981.287.316
Email : van.inoxtrangtri@gmail.com
Fanpage: Công ty TNHH Sản Xuất Thương mại Trọng Tín




 0
0